Do you know anything about injection mold processing? Maybe many people don't know much about it. In fact, in recent years, the development of injection mold processing industry in China is relatively good, and the development space of injection mold processing products is relatively large, which has changed the processing method and brought great convenience for production. Therefore, you may not come into contact with it, but it is necessary to understand some of its knowledge, at least not to appear ignorant. Next, plastic mold manufacturers in the form of Q & A to take you to understand the relevant knowledge of injection mold processing.
1. What factors should be considered in selecting parting surface of injection mold? The selection of parting surface mainly considers the convenience of draft and core pulling.
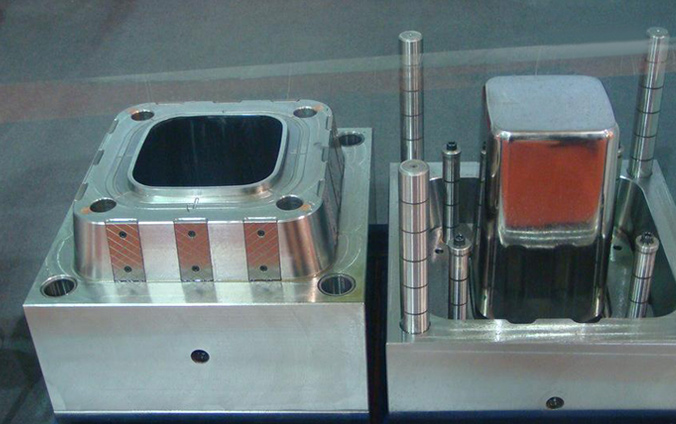
2. What are the basic components of injection mold? The basic components of injection mold are: mold base, mold cavity, mold core, pressing plate, positioning guide pillar and water cooling system.
3. What is the common material of injection mold base? The common materials of mold base are: S55, S45, S50, etc.
4. What heat treatment process does the injection mold need to go through? Injection mold processing generally needs quenching, quenching and tempering, nitriding and other heat treatment process.
5. What is mold release agent? What are the common release agents? What is the role? Release agent is an oil agent coated on the surface of the mold, which can make the workpiece easy to fall off after injection. The commonly used release agents are dry, neutral and oily. The higher the oily, the greater the impact on the surface effect of the workpiece.
The working conditions and failure modes of plastic mold are closely related to the basic requirements of plastic injection molding for mold processing. First of all, the appearance requirements of plastic injection molded parts are very high, and the requirements of injection molded products are even higher. Therefore, the surface roughness of the molded surface of the required mold is very small, usually in the range of R3 0.2-0.025m or less. A small number of wear or corrosion will make it ineffective. So it needs to be polished from scratch to be used continuously. Secondly, the requirements of dimensional accuracy and mutual matching accuracy of each molding part in mold processing are high, so as to ensure the seam close and prevent the appearance of plastic injection molding parts from seam trace. Because if there are traces, it may also affect the normal use of the follow-up. Plastic mold processing plant in the production of such products for these aspects are also particularly important.
When dents appear in the plastic mold, they are mainly caused by the following three reasons:
1. If the mold is not cooled enough, the lack of cooling time will cause severe deformation;
2. The lack of mold pressure will also present this situation;
3. The thickness of each part of the product is not the same. In this case, the usual treatment method is to reduce the temperature of the barrel and the mold, force cooling at the place where the dent occurs, and repair the edge at the place where the dent occurs, so as to control the difference in the thickness of the planned product.
When plastic products appear whitening, the main reasons are as follows:
1. Excessive fit pressure;
2. Poor demoulding. In this case, the overall treatment method is to pay attention to the angle of demoulding when planning the plastic mold, to ensure that the mold cavity remains bright when manufacturing the mold, and to reduce the injection pressure immediately in real-time processing.






